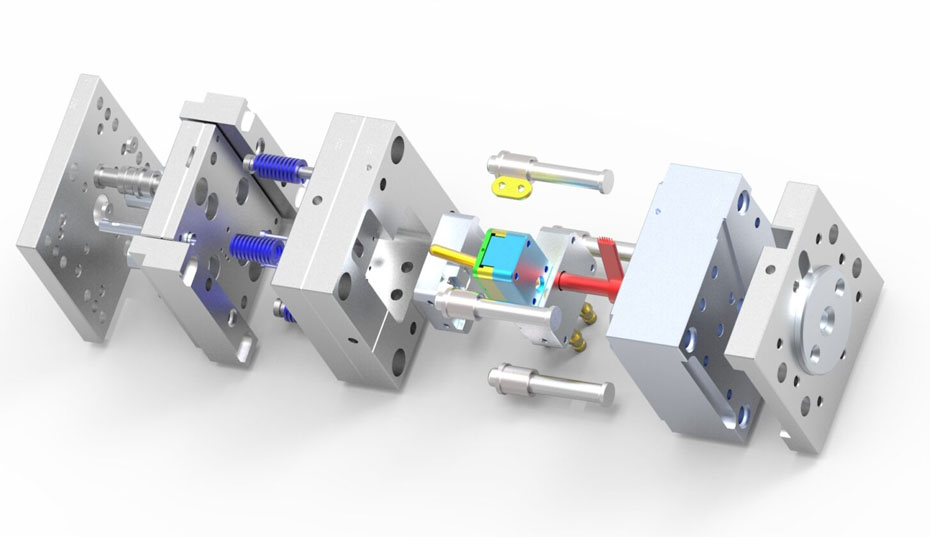
قالبسازی تزریق پلاستیک یکی از مهمترین مراحل در تولید قطعات پلیمری است. فولاد قالب تزریق پلاستیک،کیفیت قالب، طراحی دقیق و انتخاب مواد اولیه تزریق پلاستیک مناسب نه تنها کیفیت نهایی محصول را تضمین میکند، بلکه روی سرعت تولید و هزینههای عملیاتی نیز تأثیر مستقیم دارد. از صنایع خوددروسازی و لوازم خانگی تا تجهیزات پزشکی و قطعات صنعتی، قالب تزریق پلاستیک به عنوان قلب تزریق پلاستیک شناخته میشود. در این مقاله، با بررسی اجزای قالب تزریق پلاستیک، طراحی راهگاهها، مسیرهای خنککاری،تفاوت سیستم راهگاه سرد و راهگاه گرم، قیمت قالب تزریق پلاستیک و مزیتهای رقابتی نگین پلاست سورین میپردازیم.