مقدمه
خرید و استفاده از قالب تزریق پلاستیک دست دوم میتواند در بسیاری از پروژههای تولیدی، جایگزینی اقتصادی و منطقی به جای ساخت قالب تزریق پلاستیک باشد. با این حال، انجام این کار بدون بررسی فنی دقیق و آگاهی کامل، ممکن است باعث بروز هزینههای پنهان، کاهش کیفیت قطعه و حتی توقف خط تولید شود. برخلاف تصور رایج، ارزیابی یک قالب تزریق پلاستیک دست دوم صرفاً به ظاهر سالم آن محدود نمیشود، بلکه نیازمند بررسی جامع ساختار قالب، وضعیت سطوح کاری، سیستم خنککاری، سیستم پران، دقت مونتاژ و سابقه کاری قالب است.
از اینرو، بهرهگیری از مشاور یا کارشناس متخصص در فرآیند خرید قالب تزریق پلاستیک دست دوم نقش بسیار مهمی در کاهش ریسک و انتخاب گزینهای مناسب با قیمت واقعی ایفا میکند. مجموعه نگین پلاست سورین با تکیه بر تجربه فنی و دانش تخصصی خود، در کنار شماست تا فرآیند خریدی ایمن، آگاهانه و مقرونبهصرفه را تجربه کنید. جهت دریافت مشاوره تخصصی یا اعزام کارشناس فنی برای بررسی قالب تزریق پلاستیک، میتوانید با شمارههای تماس مجموعه نگین پلاست سورین ارتباط برقرار فرمایید.
مشخصات فنی و سابقه قالب تزریق پلاستیک
اولین مرحله بررسی قالب تزریق پلاستیک بررسی سابقه تولید و تعمیرات آن میباشد. این کار دید کلی بهتری در ادامه برای بررسی قالب به ما میدهد.
تعداد شاتهای قبلی
- تعداد تزریقهای انجام شده نشاندهنده میزان فرسودگی قالب است.
- قالبهای با شات بالا ممکن است نیاز به تعویض یا تعمیر سمبه و حفره، تعمیر راهگاهها و فنرها داشته باشند.
- توصیه میشود قالبهایی با شات بالا را پیش از استفاده تست و بررسی فنی کامل کنید.
سابقه تعمیرات
- بررسی سوابق تعمیرات و تغییرات قبلی به شما نشان میدهد کدام بخشها نیاز به نگهداری یا اصلاح بیشتر دارند.
ثبت تغییرات میتواند از هزینههای غیرمنتظره در آینده جلوگیری کند.
در ادامه به بررسی گام به گام قالب تزریق پلاستیک دسته دوم میپردازیم.
اجزای قالب تزریق پلاستیک که باید بررسی شود
- صفحه ثابت قالب تزریق پلاستیک
صفحه ثابت به صفحه ثابت دستگاه تزریق متصل است و وظیفه هدایت مذاب از نازل دستگاه به داخل قالب و نگهداری بخشی از حفره (کویته) را بر عهده دارد. هرگونه ایراد در این بخش مستقیماً روی کیفیت پرشدن قالب اثر میگذارد.
مواردی که باید بررسی شود
- حلقه تزریق (حلقه اسکرو) : قطعهای فلزی در صفحه ثابت قالب است که مذاب را از نازل دستگاه به راهگاههای قالب هدایت میکند و وظیفه آببندی بین دستگاه و قالب را بر عهده دارد.
- موارد که باید بررسی شود : بررسی سلامت، عدم ترک، سایش بیش از حد یا تغییر قطر داخلی که میتواند باعث افت فشار یا نشتی مذاب شود.

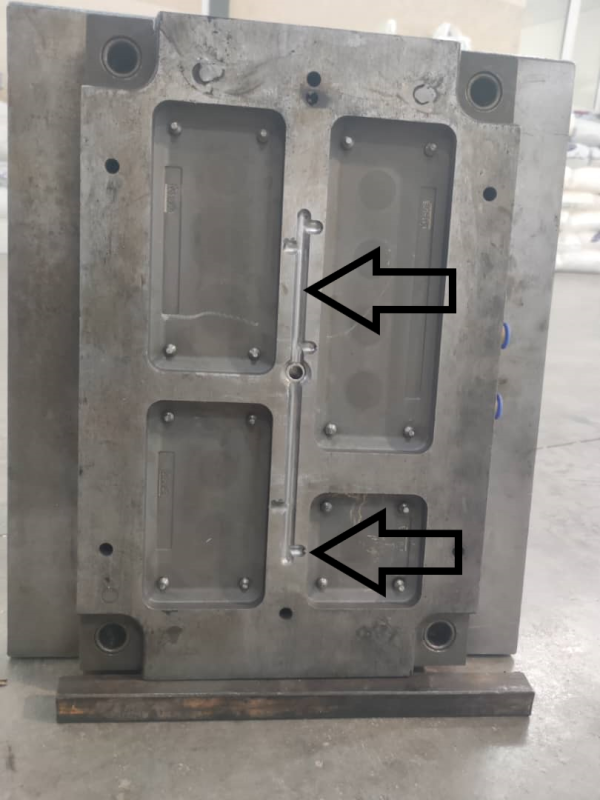
- مسیر راهگاه تزریق : یکی از مهمترین نکات در طراحی قالب تزریق پلاستیک، طراحی مسیر راهگاه تزریق است. مسیر راهگاه مجموعهای از کانالها در قالب است که مواد مذاب را از حلقه تزریق به حفرههای قالب هدایت میکند. سلامت و طراحی صحیح این مسیر، نقش مستقیم در پرشدن یکنواخت قالب و کیفیت نهایی قطعه دارد.
همانطور که در تصویر مشخص است مواد مذاب از اسکرو منتقل میشود به داخل قالب و از داخل راهگاه به سمت حفره (کویته) هدایت شده و داخل حفره ها پر از مواد پلاستیکی میشود.
نکته حائز اهمیت این است که قطعه بزرگتر دوتا نقطه ورودی مواد پلاستیکی دارد که در غیر این صورت قطعا قطعه بزرگتر کامل پر نمیشود. - مواردی که باید بررسی شود : در بررسی مسیر راهگاه تزریق باید اطمینان حاصل شود که کانالها دچار گرفتگی، پلیسه، سوختگی یا سایش غیرعادی نباشند و سطح داخلی مسیر یکنواخت و سالم باشد تا مذاب بدون افت فشار و بهصورت یکنواخت به حفرههای قالب منتقل شود.
- عدم وجود ترک یا تاببرداشتگی صفحه ثابت : صفحه ثابت قالب تزریق پلاستیک بخشی از قالب است که به صفحه ثابت دستگاه تزریق متصل میشود و وظیفه هدایت مذاب از نازل دستگاه به داخل قالب را بر عهده دارد. این صفحه همچنین محل نصب حلقه تزریق و نگهداری بخشی از حفره قالب است و نقش مهمی در آببندی و کیفیت تزریق ایفا میکند.
- مواردی که باید بررسی شود : در بررسی صفحه ثابت قالب تزریق پلاستیک باید ترکها و تاببردگیها به دقت کنترل شوند.


- حفره یا کویته قالب تزریق پلاستیک : حفره یا کویته قالب تزریق پلاستیک بخش شکلدهنده قطعه است که ابعاد و جزئیات نهایی محصول را تعیین میکند
- مواردی که باید بررسی شود :در بررسی حفره (کویته) قالب تزریق پلاستیک باید سایش، خط و خش یا خوردگی سطح، تغییر ابعاد یا تلرانسهای غیرمجاز و کیفیت پرداخت سطح بهطور دقیق کنترل شود تا قطعه نهایی بدون نقص تولید شود.
۲. صفحه متحرک قالب تزریق پلاستیک
صفحه متحرک قالب تزریق پلاستیک شامل بخش نری (سمبه) و کانالهای خنککاری است و وظیفه آن شکلدهی داخل قطعه و کنترل دمای قالب طی فرآیند تزریق میباشد.

- بخش نری یا سمبه : بخش نری یا سنبه قالب تزریق پلاستیک قسمت داخلی قالب است که شکل داخل قطعه را ایجاد میکند.کیفیت و سلامت این بخش مستقیماً بر دقت ابعادی و کیفیت نهایی قطعه تأثیر میگذارد.
- مواردی که باید بررسی شود : در بررسی بخش نری (سنبه) قالب تزریق پلاستیک باید سلامت سطح و نبود خط و خش، سایش یا خوردگی، دقت تلرانسها و انطباق با حفره قالب و یکنواختی سطح داخلی برای جلوگیری از نقص قطعه و چسبیدن مذاب بهطور دقیق کنترل شود.
- کانال خنک کاری : کانال خنککاری قالب تزریق پلاستیک مسیر عبور مایع خنککننده است که دمای قالب را کنترل کرده و به یکنواختی شکلدهی و کاهش زمان سیکل تولید کمک میکند.
- مواردی که باید بررسی شود : در بررسی کانال خنککاری قالب تزریق پلاستیک باید گرفتگی یا رسوب داخل کانالها، نشتی، یکنواختی جریان مایع و سلامت اتصالات ورودی و خروجی کنترل شود.
آسانترین روش گرفتن باد در داخل ورودی و کنترل حجم خروجی باد از محل خروجی است.

۳. صفحه پران قالب تزریق پلاستیک : صفحه پران قالب تزریق پلاستیک بخشی از قالب است که با سیستم پران همراه بوده و وظیفه خارج کردن قطعه از قالب پس از پایان تزریق را بر عهده دارد.

- صفحه پران : صفحه پران قالب تزریق پلاستیک شامل تعداد زیادی سوراخ برای عبور میلهای پران است که دقت محل و اندازه آنها اهمیت بالایی دارد و سطح داخلی هر سوراخ باید کاملاً صیقل داده شده باشد تا از گیر کردن یا کرنجه شدن میلها داخل سوراخ ها جلوگیری شود.
- مواردی که باید بررسی شود : در بررسی صفحه پران قالب تزریق پلاستیک باید صحت و دقت محل و فاصله سوراخهای عبور میل پران، صیقل و یکنواختی سطح داخلی سوراخها برای جلوگیری از گیرکردن میلها، عدم ترک، تاببردگی یا خوردگی صفحه و روانی حرکت میلها بدون ایجاد ساییدگی یا کرنجه شدن بهطور دقیق کنترل شود.
- میل پران : میل پران قالب تزریق پلاستیک میله هایی است که قطعه تولید شده را از قالب خارج میکند و حرکت روان و سالم آن برای خروج صحیح قطعه ضروری است.
- مواردی که باید بررسی شود :در بررسی میل پران باید سلامت سطح، نبود خمیدگی یا ترک، روانی حرکت داخل سوراخهای صفحه پران و عدم ساییدگی یا گیرکردن در مسیر کنترل شود.

- پین و میل راهنما قالب تزریق پلاستیک : پینها و میلهای راهنما قالب تزریق پلاستیک قطعاتی هستند که همراستایی دقیق صفحات قالب هنگام بسته شدن را تضمین میکنند و از برخورد یا آسیب به حفره و سمبه جلوگیری میکنند.
- مواردی که باید بررسی شود : در بررسی پینها و میلهای راهنما قالب تزریق پلاستیک باید سلامت سطح آنها از نظر ترک، خوردگی یا سایش شدید به دقت کنترل شود، همچنین خمیدگی یا تغییر شکلهای جزئی که میتواند باعث گیر کردن یا ناهماهنگی صفحات شود، بررسی گردد. علاوه بر این، حرکت پینها و میلها داخل بوشها باید روان و بدون اصطکاک باشد و دقت همراستایی صفحات قالب هنگام بسته شدن بهطور کامل ارزیابی شود تا از آسیب به حفرهها، سمبه و سایر اجزای قالب جلوگیری شود.


تست عملی و ارزیابی عملکرد قالب تزریق پلاستیک
تزریق آزمایشی
پس از نصب قالب روی دستگاه تزریق، اولین گام انجام یک تزریق آزمایشی با سرعت و فشار پایین است. هدف از این مرحله، بررسی اولیه عملکرد قالب بدون ایجاد فشار اضافی روی قطعات متحرک، صفحات قالب و سیستم راهگاه است. این مرحله کمک میکند تا مشکلات اولیه مانند گیرکردن صفحات، انسداد راهگاهها، یا حرکت نادرست پران قبل از اعمال فشار کامل شناسایی شود. همچنین مشاهده جریان مذاب در مسیرهای راهگاه و حفرهها به تشخیص انسداد یا ناهماهنگی کمک میکند.
بررسی کیفیت قطعه تولیدی
پس از انجام تزریق پلاستیک ، قطعه تولید شده باید از نظر کیفیت و انطباق با استانداردهای مورد انتظار به دقت بررسی شود. موارد کلیدی شامل:
- پرشدگی کامل حفرهها: اطمینان از اینکه مذاب به تمام قسمتهای قالب رسیده و قطعه بدون کمپرشدگی تولید شده است.
- وجود پلیسه: بررسی نواحی لبهها و سطوح قطعه برای تشخیص پلیسه ناشی از نشتی قالب.
- تاببرداشتگی یا تغییر شکل: کنترل شکل هندسی قطعه برای اطمینان از عدم تابیدگی یا تغییر ابعاد.
- حباب یا تخلخل داخلی: شناسایی مشکلات جریان یا هوای محبوس در قالب که منجر به حفرههای ریز در قطعه میشود.
- خطوط جریان روی سطح: بررسی ظاهر سطح قطعه برای تشخیص مشکلات جریان مذاب و فشار تزریق نامناسب.
نتیجهگیری:
استفاده از قالبهای تزریق پلاستیک دست دوم میتواند گزینهای اقتصادی باشد، اما تضمین کیفیت و عملکرد صحیح آنها تنها با بررسی دقیق فنی ممکن است. بهترین روش برای کاهش ریسک و جلوگیری از هزینههای غیرمنتظره، بهرهگیری از کارشناسان متخصص است. مجموعه نگین پلاست سورین تیم حرفهای خود را برای ارزیابی فنی و قیمتگذاری قالبها اعزام میکند تا شما بتوانید با اطمینان کامل تصمیمگیری کنید. برای دریافت اطلاعات بیشتر و هماهنگیهای لازم، لطفاً با ما تماس بگیرید.